Zapraszamy do zapoznania się z najnowszym numerem Profinews. W gazecie znajdziemy artykuł na temat targów SPS w 2019 roku i czego możemy się spodziewać w przyszłorocznej edycji, będziemy mogli przeczytać także o rozwoju warstwy fizycznej w ethernecie przemysłowym, planowanym rozwoju funkcjonalności TSN w PROFINET, czy integracji rozwiązań bezpiecznych z serwerem OPC. Znajdziemy także opis maszyny do odwiertów tuneli sterowanej za pomocą bezprzewodowej sieci PROFINET, a także szeregu nowości produktowych, które pokazały się na rynku w grudniu tego roku.
Mniej więcej w tym czasie w zeszłym roku w ProfiNews ukazał się artykuł na temat przewidywanych trendów w sieciach przemysłowych w roku 2019. Podkreślono trzy główne tematy skoncentrowane na postępach w zakresie uproszczenia, integracji i kontroli procesów. Uproszczenie ułatwiłoby wprowadzenie znormalizowanego deterministycznego Ethernetu, innymi słowy, sieci wrażliwej na czas (TSN). Integracja zostałaby przyspieszona poprzez ściślejsze powiązanie z OPC UA. Na koniec padłą uwaga, że sieci służące do kontroli procesu mogą przejść etapową zmianę wraz z wydaniem Advanced Physical Layer (APL).
Gdzie więc jesteśmy dzisiaj z tymi osiągnięciami? Cóż, zgodnie z obietnicą, PROFIBUS & PROFINET International (PI) opublikował specyfikację PROFINET TSN w czerwcu 2019 r., a OPC UA dla PROFINET w sierpniu 2019 r. Jednak APL wciąż pozostaje na horyzoncie i prace są kontynuowane.
Chociaż specyfikacje są już gotowe, opracowywanie opartych o nie produktów jest cały czas w toku. W miarę wysiłków producentów układów i dostawców automatyki otwierają się inne możliwości. Na przykład mając na uwadze to, że OPC UA stanie się uprzywilejowanym sposobem na komunikację maszyna-maszyna (tj. Kontroler-kontroler lub C2C), następnym krokiem będzie przyjrzenie się podobnym przypadkom, które mogłyby zostać rozwiązane w taki sam sposób. Brakującym elementem, który należy jeszcze rozwiązać, jest komunikacja C2C w przypadku awarii.
Obecnie rozwiązania dla bezpieczeństwa funkcjonalnego C2C obejmują skomplikowane systemy, które są trudne do wdrożenia, szczególnie wtedy, gdy używamy kontrolerów od różnych dostawców. Ponadto certyfikacja takich systemów bezpieczeństwa może stanowić wyzwanie, jeśli wymagane są zmiany w systemie. PROFIsafe od dawna jest preferowanym rozwiązaniem jeśli chodzi o poziom I/O, zapewniającym bezpieczeństwo logiczne (zamiast przekaźników podłączonych na stałe). Sensowne było zapewnienie tej samej funkcjonalności również na poziomie M2M. Dlatego dokumentacja PROFIsafe została przekazana Fundacji OPC. Pierwszym krokiem było uczynienie standardu PROFISafe specyfikacją towarzyszącą, a następnym krokiem uczynienie specyfikacją rdzenia OPC UA.
Podstawową technologią w takim przypadku jest „zasada czarnego kanału”. Oznacza to, że komunikaty PROFIsafe nie używają bezpośrednio warstwy transportowej lub fizycznej - liczy się tylko to, że komunikat bezpieczeństwa dociera od źródła do miejsca docelowego. To samo może dotyczyć PROFIsafe przez OPC UA i przenoszenia komunikatów bezpieczeństwa pomiędzy dwoma sterownikami.
Rozważmy scenariusz, w którym maszyny stacjonarne ustawia się obok autonomicznych robotów mobilnych (AMR). Jak należałoby zapewnić funkcjonalnie bezpieczną komunikację pomiędzy nimi? Chodzi o to, aby AMR komunikował się dokładnie z jedną maszyną na raz i dynamicznie nawiązywał z nią połączenie podczas działania. Celem korzystania funkcjonalności z PROFIsafe w kontrolerze, w połączeniu z OPC UA jest uczynienie takich scenariuszy o wiele łatwiejszymi do wdrożenia i certyfikacji.
Innym przykładem zastosowania adresowanym przez PI na rok 2020 i później jest rosnący trend przeniesienia „czujnika do chmury”. Ponieważ koszty oraz fizyczna wielkość procesorów i pamięci zmniejszyły się, małe i tanie czujniki zyskały pewien poziom inteligencji. Nadal jednak nie ma sensu umieszczanie interfejsu Ethernet za 5 USD w czujniku zbliżeniowym za 15 USD. IO-Link - to ostatni stopień przy połączeniach inteligentnych czujników i urządzeń wykonawczych.
Według specyfikacji IO-Link z OPC UA, Master IO-Link (zwykle blok I/O) może również pełnić funkcję serwera OPC UA. Z jednej strony może wymieniać dane w czasie rzeczywistym ze sterownikiem jako urządzeniem PROFINET. Z drugiej strony może dostarczać dane klientom OPC UA w innym miejscu, np. w chmurze. Potencjalne zastosowania takiego rozwiązania mogą być liczne i bardzo zróżnicowane. Ten scenariusz działa już dzisiaj, ponieważ w sieci PROFINET sterowanie automatyzacją w czasie rzeczywistym współistnieje ze standardowym ruchem sieci TCP/IP. Można to zrobić dzięki temu, że PROFINET jest oparty o sieć Ethernet.
Są także inne tematy, którymi należy się zająć już po 2020 roku. Wspomniana powyżej warstwa APL nadal wymaga uzupełnienia. Bardzo popularnym tematem jest obecnie 5G, a PI zastanawia się, jak można wpasować PROFINET w taką architekturę. Praca nad semantyką danych to ciągły wysiłek, połączony z pracą nad rozszerzeniem profili aplikacji oraz zwiększaniem wartości danych. Kolejnym przypadkiem, na który zwraca się uwagę jest otwarta architektura NAMUR. Ogólnie rzecz biorąc, przyszłość sieci przemysłowej jest świetlana, z wieloma ekscytującymi projektami na horyzoncie.
Więcej informacji na temat PROFIBUS i PROFINET znajdziecie Państwo w najnowszym numerze Profinews182.
Profinews181
Szanowni Państwo,
PI Ameryka Północna przygotowała nowy dokument, Białą Księgę PROFINET i przemysłowe sieci bezprzewodowe.
Mimo że PROFINET oferuje możliwość komunikacji bezprzewodowej bez żadnych restrykcji, wielu użytkowników nie zdaje sobie z tego sprawy. Nowa Biała Księga stanowi wprowadzenie do zagadnień łączności bezprzewodowej w przemyśle produkcyjnym oraz przedstawia sposoby w jakie użytkownicy PROFINET mogą w sowich aplikacjach bezproblemowo wdrażać sieci bezprzewodowe. Poniższe wprowadzenie zawiera podsumowanie treści. Pełna wersja Białej Księgi jest dostępna do pobrania.
Niezliczone możliwości: PROFINET i przemysłowy bezprzewodowy.
Wprowadzenie: „Ponieważ technologie bezprzewodowe stają się bardziej niezawodne, połączenia tego typu stają się coraz bardziej popularne także w branży produkcyjnej. Otwierają możliwości dla implementacji szerokiej gamy aplikacji, które są bardzo trudne lub niemożliwe do uzyskania w przypadku sieci przewodowych. Niektóre z tych aplikacji mogą obejmować zautomatyzowane pojazdy kierowane (AGV), autonomiczne roboty mobilne (AMR), przenośne panele sterowania i wiele innych. PROFINET obsługuje WLAN i Bluetooth, co jest częścią specyfikacji standardu. PROFINET umożliwia połączenia bezprzewodowe bez ograniczeń, nawet z komunikatami bezpieczeństwa (PROFIsafe).
Niniejsza Biała Księga wprowadza do zagadnień przemysłowej komunikacji bezprzewodowej, w tym zawiera przegląd sieci WLAN i Bluetooth. Zawiera także opisy topologii i funkcji bezprzewodowych dostępne w sieci PROFINET.
Spis treści:
- Wprowadzenie
- PROFINET i komunikacja bezprzewodowa
- Sprzęt sieciowy
- Bluetooth i WLAN
- Bezpieczeństwo
- Bezpieczeństwo bezprzewodowe i funkcjonalne
- Przemysłowe topologie bezprzewodowe
- Przemysłowe funkcje bezprzewodowe
Więcej informacji na temat PROFIBUS i PROFINET znajdziecie Państwo w najnowszym numerze Profinews181.
Profinews180
Szanowni Państwo,
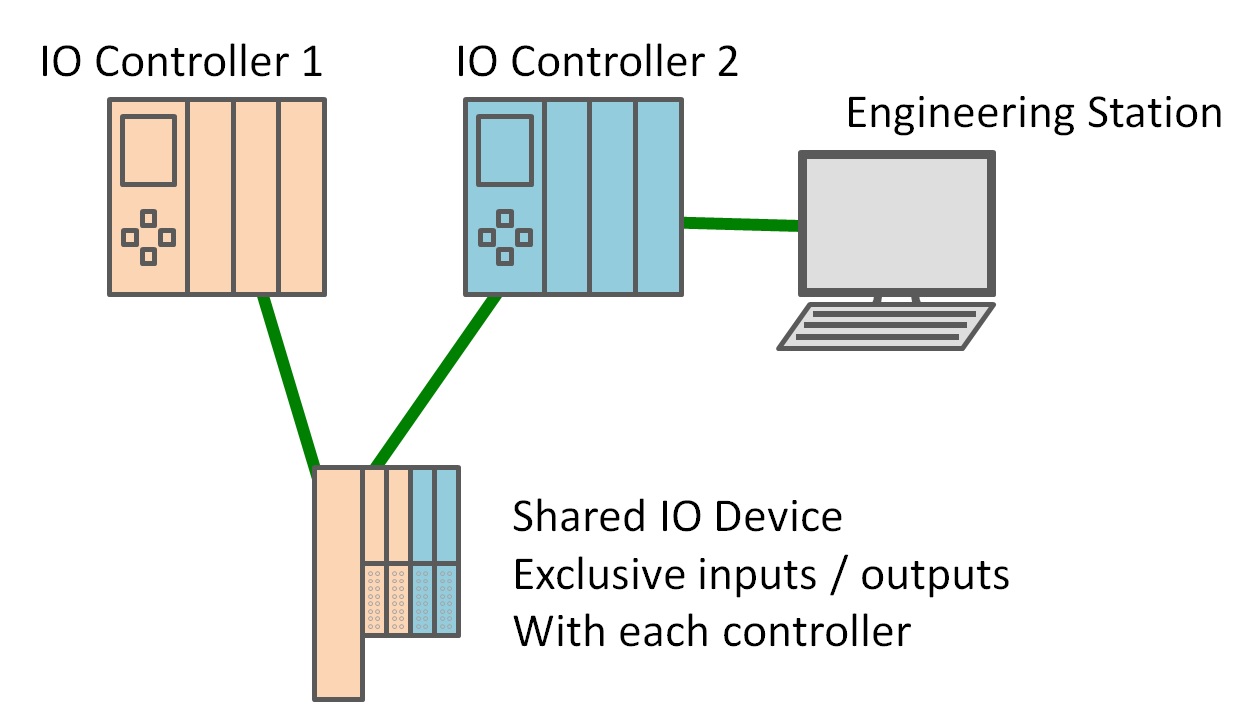
PROFINET oferuje wiele funkcji dla niestandardowych rozwiązań dotyczących architektury i aplikacji automatyki. Jednym z takich rozwiązań jest urządzenie współdzielone PROFINET (PROFINET Shared Device), czyli możliwość dania wielu kontrolerom PROFINET IO dostęp do tego samego urządzenia IO.
Jak działa „PROFINET Shared Device”?
„PROFINET Shared Device” oferuje urządzeniu możliwość obsługi połączeń z więcej niż jednym kontrolerem jednocześnie. Podczas konfigurowania urządzenia współdzielonego użytkownicy mogą skonfigurować moduły wejściowe i wyjściowe w taki sposób, aby były przeznaczone wyłącznie do pracy ze zdefiniowanymi sterownikami, lub też współdzielone. Poniższy schemat pomaga wyjaśnić ogólną koncepcję. Schemat pokazuje dwa kontrolery. Jeden jest standardowym sterownikiem, a drugi kontrolerem bezpiecznym (PROFIsafe). Urządzenie IO ma 4 moduły, dwa moduły wejściowe i dwa moduły wyjściowe. W tym przykładzie pierwszy kontroler IO jest skonfigurowany tak, aby sterował wyłącznie pierwszymi modułami wejściowymi i wyjściowymi (kolor pomarańczowy), podczas gdy drugi sterownik IO jest skonfigurowany do sterowania tylko drugim modułem bezpieczeństwa wejścia i wyjścia (kolor niebieski).
Pierwszy kontroler IO konfiguruje również interfejs PROFINET i porty sieciowe w urządzeniu (pierwsze duże pomarańczowe gniazdo). Ponadto obsługuje wszelkie alarmy diagnostyczne/procesowe ze swoich modułów (tj. informacja o wyciągnięciu modułu czy błąd typu przerwa w obwodzie). Drugi kontroler obsłuży wszystkie alarmy z powiązanych modułów.
Następny przykład pozwala na większą elastyczność. W niektórych aplikacjach automatyki kilka kontrolerów może wymagać dostępu do tych samych danych wejściowych. W takim przypadku użytkownicy mogą skonfigurować wspólne wejścia z dwoma sterownikami (sterownik bezpieczny również może być brany pod uwagę). Tutaj zarówno pierwszy, jak i drugi kontroler IO mają dostęp do wejść urządzenia. Każdy z kontrolerów ma przy tym wyłączny dostęp do własnych modułów wyjściowych. Dzięki dostępowi do danych wejściowych każdy ze sterowników może poprawnie działać, wystawiając odpowiednie wartości wyjściowe.
Trzeba przy tym pamiętać, że urządzenie obsługujące współużytkowanie musi mieć możliwość podłączenia co najmniej dwóch kontrolerów. Istnieje możliwość obsługi więcej niż dwóch kontrolerów, jest to zależne od typu i producenta urządzenia. Niektóre z urządzeń mogą obsługiwać cztery lub więcej takich połączeń.
Główne zalety
Wdrożenie funkcji „PROFINET Shared Device” przynosi szereg korzyści. Po pierwsze zmniejsza potrzebę użycia dodatkowego sprzętu, okablowania i przestrzeni w szafce. Umożliwia elastyczne przypisywanie wielu kontrolerów IO do tego samego urządzenia, zaprojektowanie niestandardowej architektury sieci oraz mieszanie bezpiecznych i standardowych wysp IO na tym samym urządzeniu. Wreszcie możliwe jest przyporządkowanie oddzielnych wejść/wyjść pomiędzy wiele sterowników, a nawet współdzielenie wejść między wiele sterowników.
Więcej informacji na temat PROFIBUS i PROFINET znajdziecie Państwo w najnowszym numerze Profinews180.
Profinews179
Szanowni Państwo,
PI Ameryki Północnej przygotowało specjalne webinarium na temat PROFINET dla osób nie zajmujących stanowisk technicznych.
Czy jesteś specjalistą w dziedzinie automatyki przemysłowej, który zajmuje się sprzedażą, marketingiem, zarządzaniem lub innymi „nieinżynieryjnymi” rolami? Jeśli odpowiedź brzmi „tak”, być może zainteresuje Cię to seminarium internetowe.
Bez względu na stanowisko, warto dowiedzieć się więcej o protokołach wykorzystywanych w produktach automatyki, w tym przypadku PROFINET. PROFINET to otwarty przemysłowy standard Ethernet. Jest to najczęściej implementowany protokół Ethernet przemysłowy na świecie.
Seminarium internetowe rozpocznie się od wprowadzenia do zagadnień Ethernetu przemysłowego, a następnie zostaną wyjaśnione pojęcia związane z PROFINET, zasadą działania, popularnymi aplikacjami oraz funkcjonalnościami!
Szczegóły dotyczące seminarium
Gospodarz: PROFIBUS i PROFINET North America oraz PROFI Interface Center
Data: środa, 21 sierpnia
Czas: 10:00 - 12:00 czasu MST
Lokalizacja: Internet
Koszt: bezpłatny
Zarejestruj się TUTAJ i zaproś swoich współpracowników!
Więcej informacji na ten temat znajdziecie Państwo w najnowszym numerze Profinews179.
Profinews178
Szanowni Państwo,
W tym roku PROFIBUS i PROFINET (PI) North America rozpoczęły nową inicjatywę: Industry Foursight. Jej celem jest informowanie użytkowników o nadchodzących trendach w branży oraz promowanie tych trendów. W ramach tej inicjatywy powstały dwa nowe filmy na kanale Youtube MinutePROFINET. Zapraszamy do ich obejrzenia.
Dlaczego TSN ma sens?
Standardowa sieć Ethernet dzisiaj nie jest deterministyczna z założenia. Time Sensitive Networking (TSN) to zestaw narzędzi składający się z około dwudziestu standardów IEEE, które tworzą znormalizowaną deterministyczną sieć Ethernet. W przypadku innych branż zainteresowanych deterministycznym Ethernetem, istnieje większy rynek sprzętu. Plan PI polega na tym, żeby ostatecznie ta technologia była bardziej dostępna poprzez wykorzystanie seryjnych chipów COTS (Commercial Off-The-Shelf). Spośród standardów IEEE w zestawie narzędzi TSN zidentyfikowaliśmy mniej więcej pół tuzina, które są szczególnie istotne dla automatyki przemysłowej.
OPC UA w sieciach PROFINET
Standard PROFINET jest optymalnie uzupełniany przez OPC UA. Oba standardy współpracują ze sobą, aby w ten sposób usprawnić komunikację w świecie automatyki i IT. W przypadku Industry 4.0 istnieje potrzeba publikowania danych w systemach IT, takich jak MES, lub aplikacjach typu Asset/Condition Management. Dzisiaj wymaga to włożenia wiele wysiłku w konfigurację systemu oraz dodatkowych ręcznych kroków pozwalających udostępnić te dane. Ponieważ nie ma określonej znormalizowanej semantyki danych, często dane nie są użyteczne w sensowny ekonomicznie sposób. Z tego powodu PI obsługuje OPC UA jako usługę uzupełniającą w sieciach PROFINET. OPC UA to obiektowa i zorientowana na usługi architektura, która zawiera nie tylko znormalizowaną strukturę do przesyłania danych, ale także odczytywalny maszynowo opis pakietów danych. Mocną stroną OPC UA jest możliwość integracji pionowej oraz komunikacja M2M.
Więcej informacji na temat TSN, OPC UA i innych nowych trendów w automatyce przemysłowej znajdziemy na stronie internetowej Industry Foursight. https://us.profinet.com/industryfoursight/
Więcej informacji na temat PROFIBUS i PROFINET znajdziecie Państwo w najnowszym numerze Profinews178.
Profinews177
Szanowni Państwo,
Efektywna komunikacja jest ważna nie tylko po stronie technologii, potrzebna jest także pomiędzy organizacjami użytkowników. Dobrym przykładem była współpraca ekspertów z PROFIBUS & PROFINET International (PI) z OPC Foundation, która ostatnio przedstawiła na połączonej grupie roboczej rozwiązanie zagadnienia prezentacji danych PROFINET w modelu obiektowym OPC UA. Oznacza to, że połączone siły PROFINET i OPC UA są w stanie zaoferować klientom wartość dodaną. W przyszłości będą w stanie dostarczyć także nowe opcje, takie jak chociażby TSN.
Najważnieszą sprawą, jaką obejmuje specyfikacja OPC UA dla PROFINET jest zdefiniowanie sposobu zbierania i wyświetlania danych do zarządzania zasobami oraz danych diagnostycznych. To z kolei umożliwia konkretną implementację różnego rodzaju aplikacji w bardzo elastyczny sposób, jak mówi Karsten Schneider, prezes organizacji PI. Dane o zasobach oraz dane diagnostyczne mogą być gromadzone w kontrolerze systemu za pośrednictwem istniejących usług PROFINET, a następnie dostarczane na wyższy poziom systemu za pomocą OPC UA. Ta usługa może również oferować bramkę, która może z kolei być używana jako dodatkowa aplikacja w systemie. Główną zaletą jest to, że w sterowniku nie trzeba wprowadzać żadnych zmian. To sprawia, że takie rozwiązania są przygotowane, aby za ich pomocą wprowadzać dalsze innowacje do systemu. Możliwe jest także bezpośrednie zintegrowanie mapowania OPC w urządzeniu polowym PROFINET. W tym przypadku podstawowe cechy PROFINET po raz kolejny okazują się opłacalne - w szczególności otwartość PROFINET na równoległą komunikację TCP/IP i kompleksową strukturę danych. Możliwości te stanowią również podstawę do dalszych zastosowań, takich jak implementacja indywidualnego modelowania OPC UA (np. do gromadzenia danych energetycznych) lub standardowych modeli (np. Namur Open Architecture [NOA]).
To tylko fragment artykułu, który ukazał się w Profinews177. Całość można przeczytać tutaj.
Więcej informacji na temat PROFIBUS i PROFINET znajdziecie Państwo w najnowszym numerze Profinews177.
Profinews176
Szanowni Państwo,
Utrzymanie predykcyjne jest z pewnością jednym z najczęściej poruszanych tematów w Przemyśle 4.0. I łatwo zrozumieć dlaczego. Za każdym razem, gdy urządzenie przestaje działać, produkcja się opóźnia, a to z kolei kosztuje. Dzieje się tak zwłaszcza w przypadku, gdy przestój przychodzi niespodziewanie, a operator sprzętu musi podjąć jakieś działanie, ale nie jest w stanie.
Szybkie rozpoznanie błędów często nie wymaga zbyt wielu informacji. Na przykład zwiększone wibracje w układzie napędowym mogą być oznaką zużytego łożyska. W przypadku przenośnika taśmowego wzrost prądu rozruchowego może być wynikiem zwiększonego tarcia i może sygnalizować awarię urządzenia. Te przykłady pokazują również, dlaczego doświadczeni operatorzy instalacji mogą przewidzieć nadchodzące problemy z niektórymi maszynami czy urządzeniami.
Dzięki wykorzystaniu technologii chmurowej znacznie łatwiej jest zamienić te doświadczenia w konkretne algorytmy, które zapewniają z kolei odpowiednie prognozy dotyczące stanu maszyny. Są one często oparte na stosunkowo niewielu danych - prędkości, wielkości wibracji, temperaturze itp. Jak jednak uzyskać te dane w pierwszej kolejności?
Jeśli dane są również potrzebne kontrolerowi systemu, można po prostu uzyskać do nich dostęp ze sterownika PLC. To jednak rzadko się zdarza. Proces zbierania danych często wymaga dodatkowych czujników, które najpierw muszą być zainstalowane w systemie. I tu właśnie do gry wchodzi najistotniejsza z funkcjonalności PROFINET. W sieci PROFINET dodatkowe urządzenia Ethernet mogą być instalowane niemal wszędzie. Otwarta technologia PROFINET umożliwia na przykład dodawanie czujników z interfejsem OPC UA, które wysyłają dane bezpośrednio do odpowiednich usług w chmurze lub bramek. IO-Link również korzysta z tej funkcjonalności, na przykład wtedy, gdy IO-Link Master wysyła dane czujnika zarówno przez PROFINET do urządzeń sterujących, jak i przez OPC UA do systemów IT. To kolejny przykład na to, jak wnikliwie była zaplanowana architektura PROFINET - dzięki czemu doskonale nadaje się do obsługi Industry 4.0.
Więcej informacji na temat PROFIBUS i PROFINET znajdziecie Państwo w najnowszym numerze Profinews176.
Profinews175
Szanowni Państwo,
Organizacja PI zakończyła roczne podliczanie liczby zainstalowanych urządzeń z interfejsami wspieranymi przez naszą organizację. Podobnie jak w poprzednich latach liczby potwierdzają pozytywny trend.
W przypadku PROFINET 5,1 mln urządzeń wprowadzonych na rynek w 2018 r. stanowi wzrost o 0,6 mln w porównaniu z rekordem z poprzedniego roku. Na koniec 2018 r. w automatyce przemysłowej pracowało w sumie 26 milionów urządzeń PROFINET. Oznacza to, że roczna liczba zainstalowanych urządzeń PROFIBUS - 2,4 miliona - nawet nieznacznie wzrosła w porównaniu z poprzednim rokiem. Ogólna liczba przekroczyła kolejny próg osiągając prawie 61 milionów urządzeń. Łączna wartość za ostatnie dwa lata, czyli 7,5 milionów nowych urządzeń również oznacza największy wzrost w historii.
Jeśli chodzi o standard PROFIBUS w automatyzacji procesów, to tutaj trend również pozostaje stabilny, chociaż roczna wartość nowych urządzeń osiągnięta w 2018 r. - 0,8 mln - była nieco niższa niż w poprzednim roku. W systemach procesowych jest obecnie wykorzystywanych łącznie 12,3 mln urządzeń PROFIBUS (tj. 20% z ogólnej liczby 61 mln).
2,2 mln węzłów PROFIsafe wprowadzonych na rynek w 2018 r. odpowiada wzrostowi o prawie 25% w porównaniu z rokiem poprzednim. Tym samym PROFIsafe odnotował najwyższy roczny przyrost zainstalowanych urządzeń w historii. W sumie PROFIsafe przekroczył granicę 10 milionów urządzeń ze znacznym naddatkiem, posiadając poziom 11 milionów węzłów.
Podobnie jak w poprzednich latach, IO-Link również osiągnął rekord w dwóch aspektach w 2018 r. Z jednej strony na rynek wprowadzono 3,3 mln węzłów IO-Link, co stanowi wzrost o ponad 40% w porównaniu z poprzednim rokiem, z drugiej strony całkowita liczba węzłów - 11,4 IO-Link oznacza, że granica 10 milionów została tu również przekroczona ze sporym naddatkiem.
Więcej informacji na temat PROFIBUS i PROFINET znajdziecie Państwo w najnowszym numerze Profinews175.